 Products Home / Fiber Fusion Splicers and Processing Equipment / Glass Processors / CO₂ Laser Glass Processing System
Products Home / Fiber Fusion Splicers and Processing Equipment / Glass Processors / CO₂ Laser Glass Processing SystemCO₂ Laser Glass Processing System

- CO2 Laser Provides Clean and Uniform Heating
- Fabricate End-Cap Terminations Up to Ø5 mm
- Automated XY and Rotational Alignment
Application Idea
Splicing of Ø20 µm Core / Ø400 µm Cladding
Passive Fiber to Active Fiber
GPX4000LZ
VHF400
Fiber Holder Bottom
Transfer Insert
VHT1
Transfer Clamp
with Magnetic Lid
Glass Processor Workstations,
Inserts, and Accessories
All Sold Separately















Please Wait
Click to Enlarge
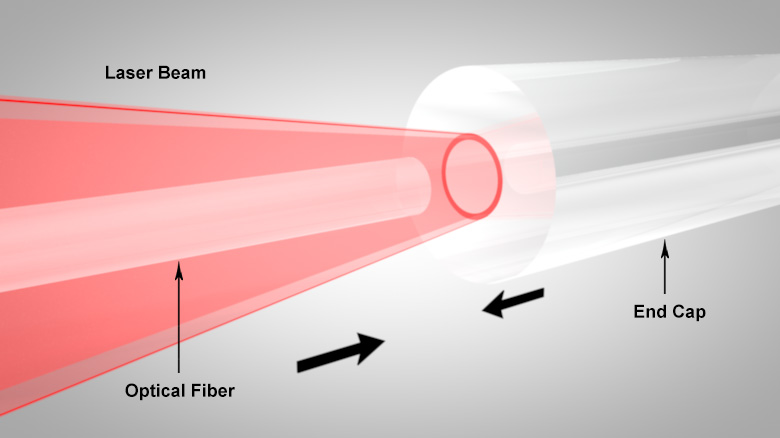
Figure 1.1 When splicing, the laser forms an annular beam shape that uniformly heats the fiber ends and then the two fibers are carefully pushed together.
Features
- Glass Processor Workstation with Two Heating Modes
- Integrated 40 W, Air-Cooled CO2 Laser with Adjustable Annular Beam Output; No Consumables Needed
- Filament Furnace Heating via Filament Assemblies (Replacement Filament Assemblies Sold Separately Below)
- Create Low-Loss (~0.02 dB) Splices in Standard Glass Fibers (See Specs Tab for Details)
- Make Adiabatic Tapers in Single Mode, Multimode, Polarization-Maintaining, and Specialty Fibers
- Fabricate End-Cap Terminations Up to Ø5 mm (For Larger End Caps; Contact Tech Support)
- Automated XY and Rotation Alignment
- Side-View / End-View Imaging using True Core Imaging® Technology
- Software with Process Development GUI and Splice Process Library (See Software Tab for More Information)
- Customizable with Fiber Holder Inserts and Additional Options (Click Here for List of Components)
The GPX4000LZ offers the most advanced glass shaping features of our Vytran® fiber processing workstations. Unlike our other glass processors, the furnace tower on the GPX4000LZ uses two user-exchangeable heat sources. The primary 40 W CO2 laser heat source enables the fabrication of advanced features such as large end caps (fuse directly to end caps up to Ø5 mm; see Figure 1.2) or complex terminations. It also does not require purge gas or consumable filaments, which greatly reduces the maintenance needed. The laser optical head can be swapped for a standard filament fusion furnace that allows the use of existing filament-based recipes on the GPX4000LZ. The combination of these two modes provides users the flexibility to develop fabrication recipes that best suit their application. Fully-automated XY and rotational alignment using our True Core Imaging technology is compatible with both heating modes. The glass processing workstation, computer with process development and operation software, and power supply are integrated into a rolling cart for easy movement in the workspace.
Click to Enlarge
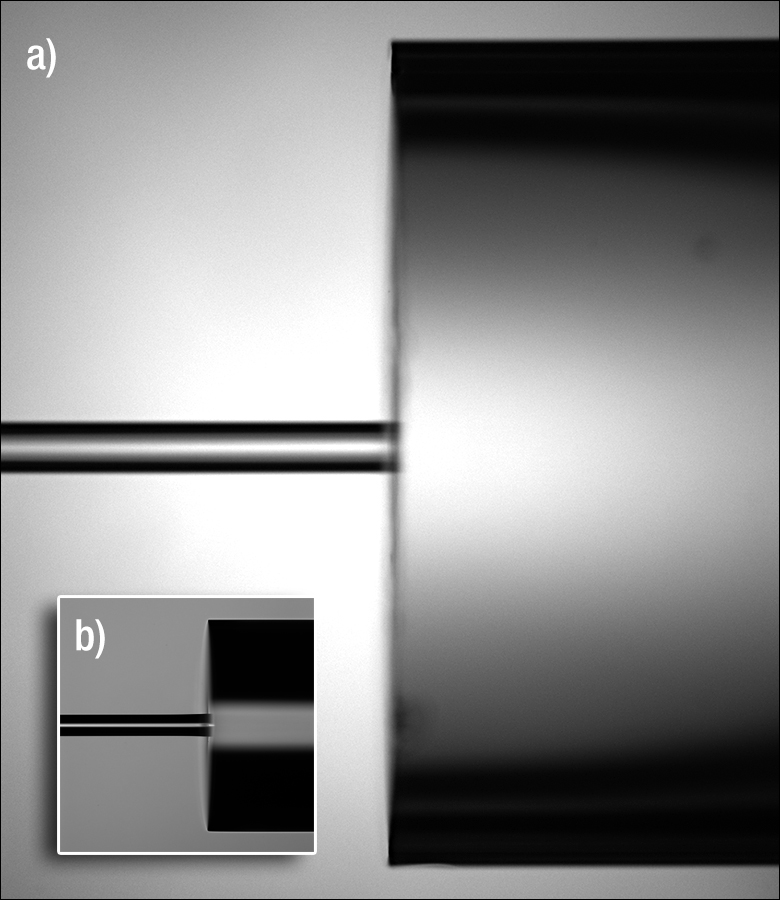
Figure 1.2 Examples of end-capped fibers: a) Ø4.0 mm silica end cap fused onto a Ø250 µm fiber and b) Ø1.25 mm silica end cap fused onto a Ø125 µm fiber.
The CO2 laser heat source outputs a 40 W (CW) beam that uniformly and directly heats the fiber end (see Figure 1.1) leaving no residue or contamination on the fiber surface. High-performance axicon lenses are used to shape the laser beam into an annular (i.e., doughnut) beam shape. Two optical heads for focusing the laser beam are included with the workstation; the splice head is optimized for splicing and tapering processes, while the end-cap head is designed for heating and fusing large end caps onto the ends of optical fibers.
The filament-based heat source, which uses either a graphite, iridium or tungsten omega-shaped filament, can accommodate a wide range of fiber cladding diameters and specialty fiber types using the same system. Precise control over fiber position and orientation enables a number of advanced fiber processing applications from low-loss splicing in dissimilar fibers to the creation of adiabatic fiber tapers, fiber terminations, or fused fiber couplers. One fusion filament is included with the GPX4000LZ and additional or replacement filaments can be purchased separately below.
True Core Imaging
The GPX4000LZ employs our True Core Imaging technology to provide high-resolution images for fiber measurement and alignment. A digital CCD camera and mirror tower are integrated into the fiber processing workstation to allow for clear side-view and end-view images (see Figure 1.2 for an example) of the fiber cladding and core. This imaging feature allows for automated measurement of fiber properties (core/cladding diameters, cleave angle, etc.) and provides feedback for the automated alignment system. The VHB00 or VHB05 top insert (sold below) is required in order to use automated end-view alignment.
Options and Accessories
A complete glass processor requires the purchase of the GPX4000LZ workstation, two top inserts (sold separately below), and two bottom inserts (sold separately below). End-cap holders for end caps from Ø0.95 mm to Ø9.50 mm during the fusion process are sold separately below. Operating in filament heating mode requires the purchase of a >99.999% purity argon gas tank (not available from Thorlabs); one fusion filament assembly is included with the GPX4000LZ and additional or replacement filaments can be purchased separately below. An ultrasonic cleaner for preparing fibers for splicing can be purchased separately below.
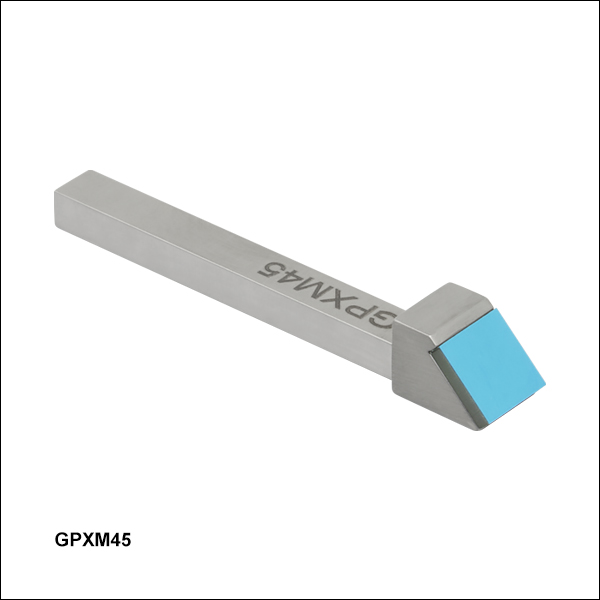
Several optional add-ons are available for these systems to enable specialized applications. Multi-fiber holder bottom inserts are used when fabricating couplers or combiners and are designed to hold two or three fibers in close proximity during heating. The GPXM45 bottom insert with 45° mirror is an optional accessory for providing an additional method for inspection of fiber end faces and alignment of fiber components. The GPXLZWCS Liquid Cooling System helps cool the furnace assembly during extended heating using the filament heating mode and is recommended for customers interested in creating long fiber tapers.
| Compatible Vytran Fiber Processing Systems | |||||||
|---|---|---|---|---|---|---|---|
| Fiber Preparation Station (Strip and Clean) |
Large-Diameter Fiber Cleavers |
Portable Large-Diameter Fiber Cleavers |
Large-Diameter Fiber Splicer |
CO2 Laser Glass Processing System (Splice and Taper) |
Automated Glass Processing Systems with Integrated Cleaver (Cleave, Splice, and Taper) |
Automated Glass Processing Systems (Splice and Taper) |
Recoaters and Proof Testers |

| Heating Mode | CO2 Laser Mode | Filament Mode |
|---|---|---|
| Heat Source Specifications | ||
| Laser Wavelength | 10.55 µm (Minimum) 10.63 µm (Maximum) |
N/A |
| Laser Output Power | 40 Wa | N/A |
| Laser Safety Features | Metal Cover with Interlock Class 1 Enclosure Automatic Laser Power Cutoff Triple Redundancy Safety Measures |
N/A |
| Laser Beam Control | Closed-Loop Feedback System | N/A |
| Filament Temperature Range | N/A | Room Temperature to 3000 °C |
| Splicing Specifications | ||
| Fiber Types (Non PM) | Single Mode, Multimode, Photonic Crystal, Large Mode Area, Non-Circularb | |
| Fiber Types (PM) | Panda, Elliptical, Bow-Tieb | |
| Accepted Fiber Diameters | Splice: 250 µm Cladding - 2 mm End Caps: 250 µm Cladding - 5 mmc |
Splice: Up to 1.7 mm (Max) |
| Splice Loss | -d | 0.02 dB (Typical)e |
| Splice Strength | >250 kpsi (Typical)f | |
| Strength Enhancement | N/A | Fire Polish |
| Polarization Cross Talk | Panda: >35 dB; Other Fiber Types: >30 dB | |
| Fiber Inspection Features | ||
| Fiber Side Viewing | True Core Imaging® Technology | |
| Fiber End Viewing | Facet Inspection and PM Core Alignment (VHB00 or VHB05 Top Insert Required) | |
| Core / Cladding / Fiber Diameter | Automated Measurement | |
| End Face Inspection | Inspection via GUI Display | |
| Cleave Angle | Automated Measurement | |
| Fiber and End Face Alignment | ||
| Furnace Z-Axis Travel | 85 mm (Max) | 180 mm (Max) |
| Fiber Holding Block (FHB) Z-Axis Movement | 105 mm (Max) | 180 mm (Max) |
| FHB Z-Axis Movement Resolution | 0.25 µm via Stepper Motor | |
| XY Axis Fiber Positioning Resolution | 0.2 µm via Stepper Motor | |
| Rotation Alignment | Automated End-View Alignment: Panda, Bow Tie, Elliptical-Core Fibers Automatic Alignment with External Extinction Ratio Feedback: PM Fiber |
|
| Rotation Drive Resolution | 0.02° | |
| Rotation Travel | 190° | |
| Tapering | ||
| Tapering Length | Up to 140 mm (Max)g | Up to 150 mm (Max)g |
| Tapering Ratio (Max) | Adiabatic Tapers up to 1:10 (Ratios Up to 1:150+ Possible) | |
| Tapering Speed | 1 mm/s (Typical)h | |
| Adiabatic Tapering Loss | <0.2 dB (Typical for Sub-Micron Tapers) | |
| Computer and Software | ||
| PC Computer | Included | |
| Splice Files | Built-In Library for Common Fibers and Processes | |
| Physical | ||
| Size | 36.4" x 31.3" x 44.2" (925 mm x 795 mm x 1123 mm) | |
| Weight | 300 lbs (136 kg) | |
| Power Input | 100 - 240 VAC, 47 - 63 Hz, 14.7 A | |
| Gas Supplyf | N/A | Argon, >99.999% Purity at 12 psig (Not Included) |
| Environmental | ||
| Operating Temperature | 15 to 40 °C | |
| Altitude Range | 0 to 2000 m Above Sea Level | |
| Operating Humidity | 0% to 75% Relative Humidity (Non-Condensing) | |
| Storage Temperature | -20 to 60 °C | |
| Storage Humidity | 0% to 90% Relative Humidity (Non-Condensing) | |
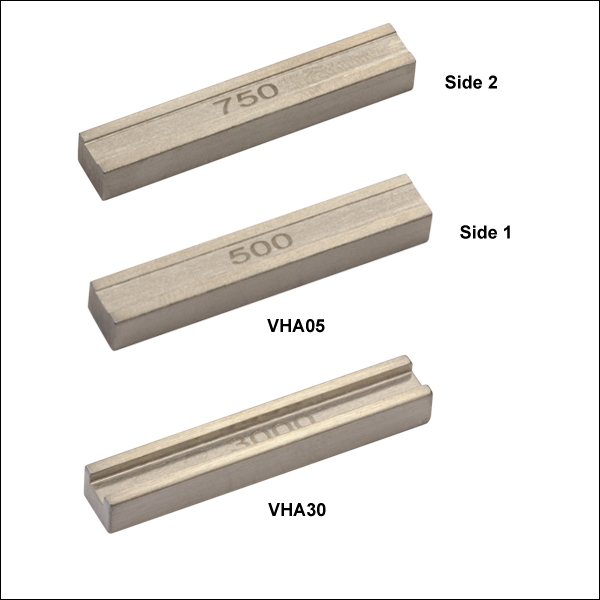
Fiber Holder Inserts Selection Guide (Top Inserts and Standard or Transfer Bottom Inserts)
Fiber Holder Inserts, which are designed to hold various sized fibers within the glass processors, must be purchased separately. Standard and transfer bottom inserts have V-grooves to hold the fiber, while the top inserts each feature a recessed, flat surface that clamps the fiber against the V-groove in the bottom insert. Each top and bottom insert is sold individually, as the fiber outer diameter clamped by the left and right holding blocks may not be the same. At least two top inserts and two bottom inserts are required to operate the glass processor. For multi-fiber inserts, which are used to make fused couplers or combiners, the recommended top inserts are listed in the multi-fiber insert table.
Table 3.3 indicates the maximum and minimum outer diameters that can be accommodated by different combinations of top and bottom inserts. It also indicates how far offset the fiber will be for recommended combinations of top and bottom inserts. Note that this outer diameter may be the fiber cladding, jacket, or buffer. If one side of the fiber is being discarded, it is preferable to clamp onto the cladding of this section except in special cases (such as non-circular fiber) where the coating or buffer may be preferable. Sections of fiber that are not being discarded should always be clamped on the coating or buffer in order to avoid damaging the glass. This may require different sets of fiber holder inserts to be used in the left and right holding blocks. In this case, it is important to minimize the difference in the offsets introduced by the left and right sets of inserts when attempting to produce high-quality splices.
Figure 3.1 Each V-groove can accommodate a range of fiber sizes.
| Table 3.2 Legend | ||
|---|---|---|
|
|
Best Fit | |
|
|
Second Best Fit: Try these options if the best fit does not incorporate your fiber sizes. | |
|
|
Third Best Fit: Try these options if the other two categories do not incorporate your fiber sizes. | |
Fiber Insert Selection Chart
- First, select the bottom insert that matches your fiber size most closely.
Example: For a Ø800 µm fiber, the VHF750 insert is the closest match, since it is only 50 µm smaller. - In Table 3.3, look to the right of your chosen bottom insert. Select a compatible top insert based on the accepted diameter size range shown in each cell.
Example: For the Ø800 µm example fiber from step 1, the green cell is in the 750 µm groove column for the VHA05 top insert, which has two grooves. The numbers listed in the green cell indicate that this combination of inserts is good for fibers from 728 to 963 µm in diameter. Our Ø800 µm fiber is within this range, so this is a good choice. There are several other options that will accommodate a Ø800 µm fiber as well, but the green shading in the chart indicates that the 750 µm groove in the VHA05 provides the best fit. - The second line of numbers in each cell shows the range of offsets that can be expected for any given combination of top and bottom inserts. When selecting inserts for the right and left fiber holding blocks, try to minimize the offsets between the pairs of inserts on each side.
Example: If we choose a VHF750 bottom insert and the Ø750 µm groove in the VHA05 top insert, we can use fiber as small as 728 µm, in which case the center of the fiber would sit 23 µm below the surface of the bottom insert. We could also clamp a fiber as large as 963 µm, in which case the center of the fiber would sit 213 µm above the surface of the bottom insert. We could interpolate to find the offset experienced by our hypothetical 800 µm fiber, but it turns out that in a 60° V-groove, the offset is equal to the outer diameter difference. So in our example, that means that the center of our fiber is going to sit 50 µm above the bottom insert surface, since it is 50 µm larger than the fiber that the bottom insert was designed for (800 - 750 = 50). - Holding blocks designed for fibers less than Ø1000 µm have vacuum holes, designed to aid in aligning small fiber within the groove, while bottom inserts for fibers of Ø1000 µm or larger do not have these holes. The glass processors have a vacuum pump that provides a small holding force via these holes, keeping small fibers in place as the clamps are lowered. Inserts with vacuum holes are indicated by a superscript "d" in Table 3.3.
| Table 3.3 Insert Selection Chart | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Top Insert Item # | VHA00a VHB00b |
VHA00a | VHA05c VHB05b |
VHA10c | VHA15c | VHA20c | VHA25 | VHA30 | |||||
| Accepted Diameter (Nominal) | ≤320 µm | 400 µm | 500 µm | 750 µm | 1000 µm | 1250 µm | 1500 µm | 1750 µm | 2000 µm | 2250 µm | 2500 µm | 3000 µm | |
| Bottom Insert Item # |
Accepted Diameter (Nominal) |
Min / Max Accepted Diameter (µm) Min / Max Fiber Offset (µm) |
|||||||||||
| VHF160d,e | 160 µm | 112 / 208 -49 / 48 |
- | - | - | - | - | - | - | - | - | - | - |
| VHF250d,e |
250 µm | 177 / 320 -73 / 69 |
275 / 323 23 / 74 |
- | - | - | - | - | - | - | - | - | - |
| VHF400d,e |
400 µm | 279 / 519 -122 / 119 |
377 / 517 -23 / 117 |
410 / 519 -9 / 119 |
- | - | - | - | - | - | - | - | - |
| VHF500d,e |
500 µm | 346 / 592 -153 / 93 |
447 / 647 -53 / 147 |
476 / 711 -24 / 211 |
560 / 795 61 / 296 |
- | - | - | - | - | - | - | - |
| VHF750d,e |
750 µm | 516 / 759 -234 / 9 |
617 / 970 -132 / 221 |
643 / 878 -107 / 128 |
728 / 963 -23 / 213 |
812 / 1047 62 / 297 |
- | - | - | - | - | - | - |
| VHE10c | 1000 µm | - | - | 773 / 1008 -172 / 63 |
858 / 1093 -88 / 147 |
943 / 1178 -3 / 232 |
1036 / 1271 90 / 325 |
- | - | - | - | - | - |
| 1250 µm | - | - | - | 1034 / 1269 -176 / 59 |
1119 / 1354 -91 / 144 |
1212 / 1447 2 / 237 |
1288 / 1523 78 / 313 |
- | - | - | - | - | |
| VHE15c | 1500 µm | - | - | - | - | 1280 / 1515 -172 / 63 |
1373 / 1608 -79 / 156 |
1449 / 1684 -2 / 233 |
1534 / 1769 82 / 314 |
- | - | - | - |
| 1750 µm | - | - | - | - | - | 1534 / 1770 -159 / 76 |
1611 / 1846 -83 / 152 |
1695 / 1930 2 / 237 |
1772 / 2007 78 / 313 |
- | - | - | |
| VHE20c | 2000 µm | - | - | - | - | - | - | 1787 / 2022 -171 / 64 |
1871 / 2106 -86 / 149 |
1947 / 2183 -10 / 225 |
2032 / 2267 74 / 309 |
- | - |
| 2250 µm | - | - | - | - | - | - | - | 2033 / 2268 -167 / 68 |
2109 / 2344 -91 / 144 |
2193 / 2429 -6 / 229 |
2278 / 2513 78 / 313 |
- | |
| VHE25 | 2500 µm | - | - | - | - | - | - | - | - | 2270 / 2505 -172 / 64 |
2355 / 2590 -87 / 148 |
2439 / 2675 -2 / 233 |
2609 / 2844 167 / 402 |
| VHE30 | 3000 µm | - | - | - | - | - | - | - | - | - | 2692 / 2944 -256 / -4 |
2777 / 3029 -171 / 81 |
2946 / 3198 -2 / 250 |
Setup
To assist new or returning GPX4000LZ CO2 laser glass processor users with operating their glass processors, we have created a series of tutorials aimed at teaching the basic skills needed to run this machine including hardware installation, insert assembly, and CO2 safety. To read the text in the videos, we strongly recommend viewing them at full screen, 1080p resolution. If you require assistance performing other operations using your GPX glass processor, please contact Tech Support.
Processing
Users should familiarize themselves with how to align fibers along the fiber line. Once comfortable aligning fibers, users can begin with splicing same-sized single mode or multimode fibers. Users who can successfully perform these operations will have a basic understanding of fiber processing with GPX4000LZ CO2 Laser Glass Processing systems, allowing them to approach more advanced or specialized techniques for their particular application. The GPX4000LZ CO2 Laser Glass Processing System can perform splices on a variety of glass components. Our engineering staff can help design splicing programs in the FFS3 software to automate processing components for your specific application.
Example Splice, Taper, and End-Cap Files
- FTAV2 (V2) Filament Burn-In and Normalization
- Ø125 µm Single Mode Fiber Splice
- Ø125 µm Polarization-Maintaining Fiber Splice
- FTAV4 (V4) Filament Burn-In and Normalization
- Ø400 µm Fiber Splice
- Ø400 µm to Ø200 µm Taper
Each glass processor workstation is shipped with a PC and monitor pre-installed with the GUI software for operating the glass processor. An abbreviated library of splice process files is included for common splicing and tapering procedures. The GUI and splice library software enables users to create their own splice files for new processes or to customize existing files as necessary. Please contact Tech Support for inquiries regarding your specific application.
The sections below illustrate several fiber splicing and tapering applications that can be programmed through the software GUI.
Click to Enlarge
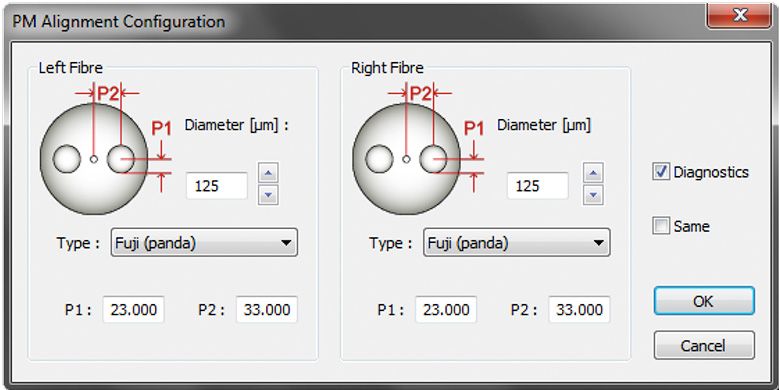
Figure 5.2 Screenshot of PM Fiber Alignment Configuration Window
End-View Alignment
End-view alignment is used for polarization-maintaining fibers such as elliptical-core fiber (PM or PZ), panda or bow-tie polarization-maintaining fiber, or a hybrid splice between any of these. These types of fiber require a rotation alignment in addition to the XY alignment to align the stress regions within the cladding region.
The end-view alignment process is initiated by pulling the fibers back so that an end-view mirror can be inserted between two fiber end faces. An LED illuminates the fiber cladding, allowing the software to image the fiber end. Then, the image of the fiber end face is displayed and used to automatically align the cores of the two fibers. PM alignment parameters can be set for each fiber type as shown Figure 5.2. This window consists of four parameters: diameter (fiber cladding), fiber type, and two PM geometry parameters for both the left and right fiber. If these parameters are not known, it is possible to directly measure them using the displayed image of the fiber end face.
Click to Enlarge
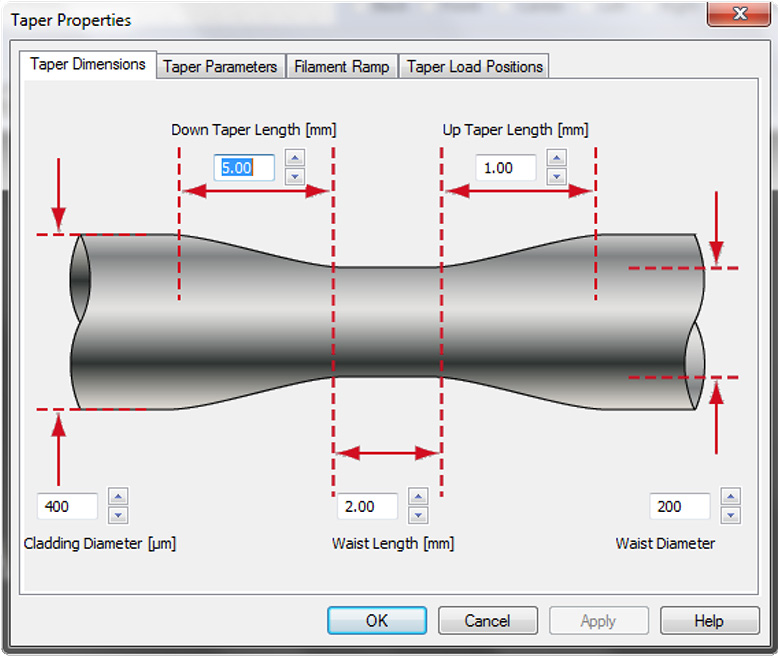
Figure 5.1 Screenshot of Taper Geometry Customization Window
Fiber Taper Customization
Users can define the geometry of fiber tapers using the Taper Properties menu, shown in Figure 5.1.
During the tapering process, three different regions are created. Initially, the fiber is elongated and tapered under constant heating creating the "down taper" region where the fiber diameter is decreasing. Once the fiber has been tapered down to a desired diameter, a constant rate of elongation is applied so that there is a region with a reduced, but constant diameter, known as the "waist" of the fiber. Finally, the pulling force on the fiber is reduced until finally it is no longer elongating, creating the “up taper.” The filament temperature and pull velocities are controlled to achieve the desired geometry of the fiber.
Click to Enlarge
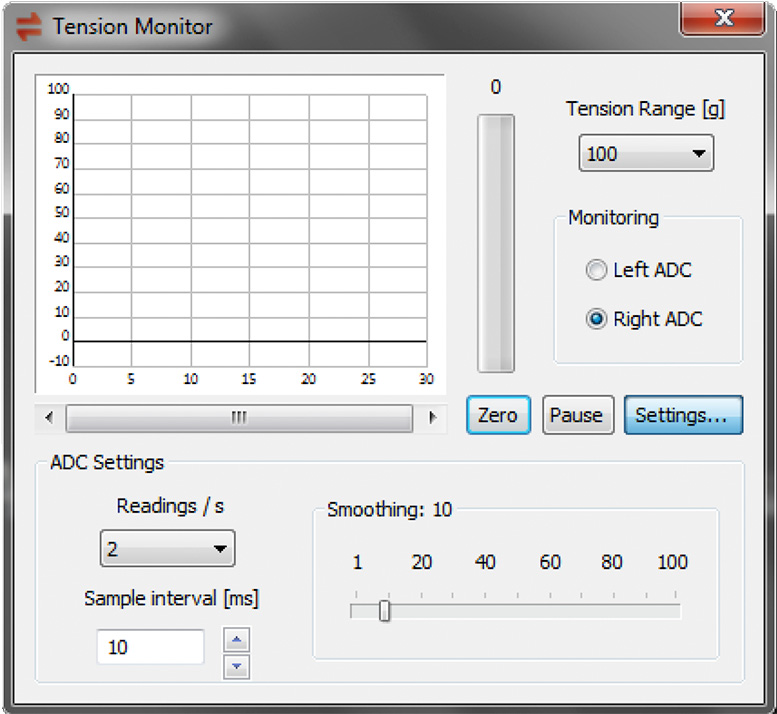
Figure 5.3 Screenshot of Tension Monitor and Control System
Tension Monitoring System
The Tension Monitoring System (shown in Figure 5.3) is included with all Vytran® glass processors to provide feedback during a tapering process. Users can pre-load a tension to the fiber before heating the fiber to begin the tapering process and also use the tension feedback to modify the taper process parameters as necessary.
As an example, a standard Ø400 to Ø200 µm taper should be pre-tensioned to approximately 20 g. The desired pre-tension is applied by pulling the fiber in fine steps using one of the fiber holding blocks. During the taper process, the fiber tension is monitored to help adjust the tension parameters and improve the resulting taper. For example, if the tension drops to 0 or negative values, the heating should be decreased because the glass has been softened too much. Conversely, if the tension increases beyond a given set point, heating should be increased because the fiber has not been sufficiently softened.
Laser Safety and Classification
Safe practices and proper usage of safety equipment should be taken into consideration when operating lasers. The eye is susceptible to injury, even from very low levels of laser light. Thorlabs offers a range of laser safety accessories that can be used to reduce the risk of accidents or injuries. Laser emission in the visible and near infrared spectral ranges has the greatest potential for retinal injury, as the cornea and lens are transparent to those wavelengths, and the lens can focus the laser energy onto the retina.
 |
 |
 |
 |
 |
 |
 |
 |
 |
Safe Practices and Light Safety Accessories
- Laser safety eyewear must be worn whenever working with Class 3 or 4 lasers.
- Regardless of laser class, Thorlabs recommends the use of laser safety eyewear whenever working with laser beams with non-negligible powers, since metallic tools such as screwdrivers can accidentally redirect a beam.
- Laser goggles designed for specific wavelengths should be clearly available near laser setups to protect the wearer from unintentional laser reflections.
- Goggles are marked with the wavelength range over which protection is afforded and the minimum optical density within that range.
- Laser Safety Curtains and Laser Safety Fabric shield other parts of the lab from high energy lasers.
- Blackout Materials can prevent direct or reflected light from leaving the experimental setup area.
- Thorlabs' Enclosure Systems can be used to contain optical setups to isolate or minimize laser hazards.
- A fiber-pigtailed laser should always be turned off before connecting it to or disconnecting it from another fiber, especially when the laser is at power levels above 10 mW.
- All beams should be terminated at the edge of the table, and laboratory doors should be closed whenever a laser is in use.
- Do not place laser beams at eye level.
- Carry out experiments on an optical table such that all laser beams travel horizontally.
- Remove unnecessary reflective items such as reflective jewelry (e.g., rings, watches, etc.) while working near the beam path.
- Be aware that lenses and other optical devices may reflect a portion of the incident beam from the front or rear surface.
- Operate a laser at the minimum power necessary for any operation.
- If possible, reduce the output power of a laser during alignment procedures.
- Use beam shutters and filters to reduce the beam power.
- Post appropriate warning signs or labels near laser setups or rooms.
- Use a laser sign with a lightbox if operating Class 3R or 4 lasers (i.e., lasers requiring the use of a safety interlock).
- Do not use Laser Viewing Cards in place of a proper Beam Trap.
Laser Classification
Lasers are categorized into different classes according to their ability to cause eye and other damage. The International Electrotechnical Commission (IEC) is a global organization that prepares and publishes international standards for all electrical, electronic, and related technologies. The IEC document 60825-1 outlines the safety of laser products. A description of each class of laser is given below:
| Class | Description | Warning Label |
|---|---|---|
| 1 | This class of laser is safe under all conditions of normal use, including use with optical instruments for intrabeam viewing. Lasers in this class do not emit radiation at levels that may cause injury during normal operation, and therefore the maximum permissible exposure (MPE) cannot be exceeded. Class 1 lasers can also include enclosed, high-power lasers where exposure to the radiation is not possible without opening or shutting down the laser. |  |
| 1M | Class 1M lasers are safe except when used in conjunction with optical components such as telescopes and microscopes. Lasers belonging to this class emit large-diameter or divergent beams, and the MPE cannot normally be exceeded unless focusing or imaging optics are used to narrow the beam. However, if the beam is refocused, the hazard may be increased and the class may be changed accordingly. |  |
| 2 | Class 2 lasers, which are limited to 1 mW of visible continuous-wave radiation, are safe because the blink reflex will limit the exposure in the eye to 0.25 seconds. This category only applies to visible radiation (400 - 700 nm). |  |
| 2M | Because of the blink reflex, this class of laser is classified as safe as long as the beam is not viewed through optical instruments. This laser class also applies to larger-diameter or diverging laser beams. |  |
| 3R | Class 3R lasers produce visible and invisible light that is hazardous under direct and specular-reflection viewing conditions. Eye injuries may occur if you directly view the beam, especially when using optical instruments. Lasers in this class are considered safe as long as they are handled with restricted beam viewing. The MPE can be exceeded with this class of laser; however, this presents a low risk level to injury. Visible, continuous-wave lasers in this class are limited to 5 mW of output power. |  |
| 3B | Class 3B lasers are hazardous to the eye if exposed directly. Diffuse reflections are usually not harmful, but may be when using higher-power Class 3B lasers. Safe handling of devices in this class includes wearing protective eyewear where direct viewing of the laser beam may occur. Lasers of this class must be equipped with a key switch and a safety interlock; moreover, laser safety signs should be used, such that the laser cannot be used without the safety light turning on. Laser products with power output near the upper range of Class 3B may also cause skin burns. |  |
| 4 | This class of laser may cause damage to the skin, and also to the eye, even from the viewing of diffuse reflections. These hazards may also apply to indirect or non-specular reflections of the beam, even from apparently matte surfaces. Great care must be taken when handling these lasers. They also represent a fire risk, because they may ignite combustible material. Class 4 lasers must be equipped with a key switch and a safety interlock. |  |
| All class 2 lasers (and higher) must display, in addition to the corresponding sign above, this triangular warning sign. |  |
|
 Product DemonstrationsThorlabs has demonstration facilities for the Vytran® fiber glass processing systems offered on this page within our Morganville, New Jersey; Shanghai, China; and Exeter, Devonshire offices. We invite you to schedule a visit to see these products in operation and to discuss the various options with a fiber processing specialist. Please schedule a demonstration at one of our locations below by contacting technical support. We welcome the opportunity for personal interaction during your visit! Thorlabs Vytran Europe
|


.jpg)
| Posted Comments: | |
| No Comments Posted |
| Vytran® Optical Fiber Glass Processor Selection Guide | |||||||
|---|---|---|---|---|---|---|---|
| Item # | GPX3400 | GPX3600 | GPX3800 | GPX3850 | GPX3900 | GPX4000LZ | |
| Splicing Fiber Cladding Diameter | 80 µm to 250 µm | ||||||
| 250 µm to 1.25 mm | |||||||
| 1.25 mm to 1.7 mm | - | - | - | ||||
| 1.7 mm to 2 mm | - | - | - | - | - | ||
| End Cap Fiber Diameter | 250 µm to 2 mm | - | - | - | - | - | |
| 250 µm to 5 mm | - | - | - | - | - | ||
| Fiber Type | Multimode | ||||||
| Single Mode | |||||||
| Double Clad | |||||||
| Polarization Maintaining | |||||||
| Soft Glass | - | - | - | - | - | ||
| Automated Measurement and Alignment | |||||||
| End-View Illumination and Imaginge | |||||||
| Tension Monitor and Control System | |||||||
| Integrated Fiber Cleaver | - | - | - | ||||
| Real-Time Hot Image Monitoring | - | - | |||||
| Liquid Cooling System | Optional Add-On | Optional Add-On | Optional Add-On | Optional Add-On | |||
| Fused Taper Software Enhancement and Handling Fixtures | Optional Add-On | - | |||||
| Fiber Combiner Loading Fixture | Optional Add-On | - | |||||

 Zoom
ZoomComponents Included
- Glass Processor Workstation in Rolling Cart
- Air-Cooled 40 W CO2 Laser
- Optical Splice Head and End-Cap Head
- Integrated Computer with Monitor, Keyboard, and Mouse
- Software Interface with Example Splice Files
- Vacuum Pump for Bottom Fiber Inserts
- Two Gooseneck Lights for Illumination
- Drop-Leaf Shelf
- Regulator for Argon Gas Tank with CGA-580 and DIN 477 Number 6 Connectors
- 1/8" PTFE Tube for Argon Gas
- FTAV4 Graphite Filament Assembly (Ø125 µm - Ø600 µm Cladding; Additional Filaments Sold Below)
- Tool Kit with Hex Keys
Must be Purchased Separately
- Fiber Holder Top Inserts (Two Required)
- Fiber Holder Bottom Inserts (Two Required for Single Fiber Processing)
- Transfer Clamp and Graphite V-Grooves (Required to Use Transfer Inserts)
Optional Accessories and Replacement Items
- Multi-Fiber Holder Bottom Inserts (Two Required for Making Couplers or Combiners)
- End-Cap Holders (For Holding Ø0.95 mm to Ø9.50 mm End Caps)
- >99.999% Argon Gas Tank (Filament Heating Mode Only, Not Available from Thorlabs)
- Liquid Cooling System (Filament Heating Mode Only)
- Additional Filament Assemblies (Filament Heating Mode Only)
- Drop-Leaf Shelf (Additional or Replacement)
- Ultrasonic Cleaner
- Includes Glass Processor Workstation and Computer with Control Software
- CO2 Laser and Filament Fusion Heating Modes
- Automatic XY and Rotational Alignment
- Ideal for Single Mode, Multimode, PM, and Specialty Fibers
- Low Cost of Ownership
The GPX4000LZ CO2 Laser Glass Processor Workstation integrates the furnace tower, fiber holding blocks, computer with operation and process development software, and other operational equipment into an easy-to-use rolling cart that can be positioned anywhere in the lab.
This workstation features automatic XY and rotational alignment of the fiber and is specially designed for processing polarization-maintaining fibers as well as specialty fibers with microstructured cores using the True Core Imaging® technology. Precision fiber handlers can translate and position a fiber in XY with a resolution of 0.25 µm and rotate a fiber up to 190° with a resolution of 0.02°. The included fiber holders can translate along the fiber axis up to 105 mm or 180 mm using the CO2 laser or filament heating modes, respectively. This allows the furnace to heat large portions of the input fiber(s) and is ideal for many applications, including thermally diffusing core dopants to achieve low-loss splices between highly dissimilar fibers and fabricating long adiabatic fiber tapers. The fiber holding blocks can also pull vacuum through fiber holder inserts with vacuum holes to help secure the fiber within the insert.
The workstation includes the fiber holders, optical heads, furnace tower, CCD camera for imaging, PC and monitor pre-installed with the control software, and mirror tower for side- and end-view imaging. For operating in the filament heating mode, the workstation is fitted with a high-purity PTFE gas line and a gas regulator equipped with a CGA-580 output port; a DIN 477 Number 6 output port connector is also included. Replacement filaments can be purchased separately below.
Top and bottom inserts for the fiber holders, both of which are required to operate the glass processor workstation, can be purchased separately below. Optional multi-fiber holder bottom inserts for making couplers or combiners are also available below. Customers interested in splicing end caps can purchase end-cap holders that are compatible with the fiber holding blocks used in the glass processor workstation.
Installation and training by one of our application engineers is recommended for this system; please contact Tech Support for more details.

 Zoom
Zoom| Table G2.1 Specifications | ||
|---|---|---|
| Item # | Side 1 Accepted Diameter (Min/Max) |
Side 2 Accepted Diameter (Min/Max) |
| VHB00a | 57 µm / 759 µmb | N/A |
| VHB05a | 410 µm / 1008 µm | 560 µm / 1269 µm |
| VHA00 | 57 µm / 759 µmb | 275 µm / 970 µm |
| VHA05 | 410 µm / 1008 µm | 560 µm / 1269 µm |
| VHA10 | 812 µm / 1515 µm | 1036 µm / 1770 µm |
| VHA15 | 1288 µm / 2022 µm | 1534 µm / 2268 µm |
| VHA20 | 1772 µm / 2505 µm | 2032 µm / 2944 µm |
| VHA25 | 2278 µm / 3029 µm | N/A |
| VHA30 | 2609 µm / 3198 µm | N/A |

- Top Inserts for Fiber Holding Blocks
- Accepts Fiber Outer Diameter (Cladding/Coating) from 57 µm to 3.198 mm (See the Fiber Holder Insert Tab for Information on Choosing Inserts)
- Single-Sided and Dual-Sided Inserts Available (See Table G2.1 for Details)
- End-View Illumination Insert with Indent for LED Available
- Also Compatible with Automated Glass Processors, LDC401 Series Fiber Cleavers, FPS301 Stripping and Cleaning Station, and LFS4100 Splicing System
Fiber Holder Inserts, which consist of one top insert and either a bottom or transfer insert, are placed in the fiber holding blocks of the optical glass processor to secure the fiber during splicing or tapering. The inserts clamp the cladding, buffer, or coating of the fiber and can accommodate outer diameters of up to 3.198 mm. Please refer to the Fiber Holder Insert tab for more information on pairing the top and bottom inserts sold here.
Two types of top inserts are compatible with the GPX4000LZ. The VHA standard top inserts come in single-sided and dual-sided versions. These standard inserts can also be used in the Automated Glass Processors, LDC401 Series of Fiber Cleavers, FPS301 Stripping and Cleaning Station, and LFS4100 Splicing System. The VHB00 and VHB05 top inserts feature an indent for LED illumination from the automated glass processor workstations and are necessary for end-view imaging and alignment of the cores of polarization-maintaining and microstructured specialty fibers.

 Zoom
Zoom| Item # | Type | Side 1 Accepted Diameter (Min/Max) |
Side 2 Accepted Diameter (Min/Max) |
Vacuum Holes |
|---|---|---|---|---|
| VHF160 | Transfer | 112 µm / 208 µm | N/A | Yes |
| VHF250 | 177 µm / 320 µm | |||
| VHF400 | 279 µm / 519 µm | |||
| VHF500 | 346 µm / 795 µm | |||
| VHF750 | 516 µm / 1047 µm | |||
| VHE10 | Standard | 773 µm / 1271 µm | 1034 µm / 1523 µm | No |
| VHE15 | 1280 µm / 1769 µm | 1534 µm / 2007 µm | ||
| VHE20 | 1787 µm / 2267 µm | 2033 µm / 2513 µm | ||
| VHE25 | 2270 µm / 2844 µm | N/A | ||
| VHE30 | 2692 µm / 3198 µm | N/A |
- Bottom Fiber Inserts with V-Groove(s) for Fiber Holding Blocks
- Compatible with Cladding/Coating Diameters from 112 µm to 3.198 mm (See the Fiber Holder Insert Tab for Information on Choosing Standard or Transfer Inserts)
- Transfer Inserts for Moving Fiber Between Vytran Systems
- Inserts with Vacuum Holes for Aligning Smaller Fibers (<Ø1047 µm) in V-Groove
Fiber Holder Inserts, which consist of one top insert and a bottom insert, are placed in the fiber holding blocks of the optical glass processor to secure the fiber during splicing or tapering. Bottom inserts are magnetically held within the fiber holding blocks of the glass processors and other compatible systems. The V-groove machined into the bottom inserts ensures the fiber is centered within the fiber holder; inserts with different V-groove sizes are available (see the Fiber Holder Insert tab for more information on pairing top and bottom standard or transfer inserts). Vacuum holes at the bottom of the transfer inserts are used for holding and aligning small fibers within the V-groove.
Three types of bottom inserts are compatible with the glass processors: transfer bottom inserts, standard bottom inserts, and multi-fiber bottom inserts (sold further below). Transfer bottom inserts (indicated with Item #'s starting with VHF) allow for a single fiber to be transferred between the LDC401 Series of Fiber Cleavers, FPS301 Stripping and Cleaning Station, and the GPX4000LZ CO2 Laser Glass Processor with minimal loss of alignment. For example, a fiber can be placed in a transfer insert and cleaved using the LDC401 cleaver, then the entire transfer insert can be placed in the LFS4100 Splicing System for splicing. This process works because the transfer inserts are precisely located within each Vytran system, and the VHT1 Transfer Clamp (sold directly below) prevents axial movement of the fiber during transport. Transfer inserts are equipped with vacuum holes that provide a small suction force to hold the fiber in place. All of these transfer inserts require the VHT1 Transfer Clamp (sold below); transfer inserts for fiber outer diameters ≤550 µm also require a Graphite V-Groove (sold below).
Standard Fiber Holder Bottom Inserts (indicated by Item #'s starting with VHE) can be used with fibers with large-diameter fibers. These inserts come in single-sided and dual-sided versions. The standard bottom inserts can also be used in the LDC401 Series of Fiber Cleavers, FPS301 Stripping and Cleaning Station, Automated Glass Processors and LFS4100 Splicing System. Unlike transfer inserts, alignment of the fibers will not be maintained when these inserts are transferred between systems.

 Zoom
Zoom| Table G4.1 Specifications | |||
|---|---|---|---|
| Item # | Accepted Diameter (Min/Max) |
Length | Heating Mode |
| VHG125 | 80 µm / 125 µm | 0.313" | Filament |
| VHG125L | 80 µm / 125 µm | 0.594" | Filament |
| VHG200 | 150 µm / 200 µm | 0.313" | Filament |
| VHG250 | 200 µm / 250 µm | 0.313" | Filament |
| VHG250L | 200 µm / 250 µm | 0.594" | Filament |
| VHG250XLa | 200 µm / 300 µm | 1.094" | CO2 Laser |
| VHG300 | 250 µm / 300 µm | 0.313" | Filament |
| VHG350 | 300 µm / 350 µm | 0.313" | Filament |
| VHG400 | 350 µm / 400 µm | 0.313" | Filament |
| VHG400XLa | 300 µm / 400 µm | 1.094" | CO2 Laser |
| VHG450 | 400 µm / 450 µm | 0.313" | Filament |
| VHG500 | 450 µm / 500 µm | 0.313" | Filament |
| VHG500L | 450 µm / 500 µm | 0.594" | Filament |
| VHG500XLa | 400 µm / 500 µm | 1.094" | CO2 Laser |
| VHG550 | 500 µm / 550 µm | 0.313" | Filament |
- Clamp and Graphite V-Grooves Used with Transfer Bottom Inserts to Move Fiber Between Vytran Systems
- One VHT1 Transfer Clamp Required with Transfer Bottom Inserts
- Graphite V-Groove for Supporting Smaller Fibers from Ø80 µm to Ø550 µm During Splicing
- Transfer Clamps are Also Compatible with LDC401 Series of Fiber Cleavers and FPS301 Stripping and Cleaning Station
These Transfer Clamps and V-Grooves are used with the VHF Transfer Bottom Inserts sold directly above to move a single fiber between various Vytran systems with minimal loss of alignment. For example, a fiber can be placed in a transfer insert and cleaved using the LDC401 Fiber Cleaver. Then, the entire transfer insert and fiber can be moved to a glass processor for splicing.
The VHT1 clamp is equipped with a magnetic lid that secures transfer inserts and prevents axial movement of the fiber. It can also be used to hold the insert during transport without touching the fiber itself. For fibers with diameters ≤550 µm, a graphite V-groove must be purchased to support the fiber when splicing (please see Table G4.1 for more information). The 1.094" long V-grooves are designed for use only with the GPX4000LZ CO2 laser heating mode, while the 0.313" and 0.594" long V-grooves are used with the filament heating mode. The 0.594" length provides extended support along the length of the fiber and reduces the amount of overhang during processing in the filament heating mode. The graphite V-grooves are secured by tightening the two setscrews in the transfer insert. For information on how to assemble transfer inserts, see the Fiber Holder Inserts tab.

 Zoom
Zoom| Table 645A Multi-Fiber Bottom Inserts | |||
|---|---|---|---|
| Item # | Type (Click for Drawing) |
Accepted Diameters | Recommended Top Inserta |
| VHD125S | Side-by-Side | 125 µm / 125 µm | VHA00 |
| VHD250S | Side-by-Side | 250 µm / 250 µm | |
| VHD320S | Side-by-Side | 320 µm / 320 µm | |
| VHD250V | Double-V-Slot | 250 µm / 250 µm | |
| VHD320V | Double-V-Slot | 320 µm / 320 µm | |
| VHD165C | Double-V-Slot w/ Pins | 165 µm / 165 µm | |
| VHD250C | Double-V-Slot w/ Pins | 250 µm / 250 µm | |
| VHD320C | Double-V-Slot w/ Pins | 320 µm / 320 µm | |
| VHD550C | Double-V Slot w/ Pins | 550 µm / 550 µm | |
| VHS250250 | Triple-V-Slot | 250 µm / 250 µm / 250 µm | |
| VHS250400 | Triple-V-Slot | 250 µm / 400 µm / 250 µm | |
| VHS250500 | Triple-V-Slot | 250 µm / 500 µm / 250 µm | |
| VHS300350 | Triple-V-Slot | 300 µm / 350 µm / 300 µm | |
| VHS320400 | Triple-V-Slot | 300 µm / 400 µm / 300 µm | |
| VHS320550 | Triple-V-Slot | 320 µm / 550 µm / 320 µm | VHA05 |

Click to Enlarge
Figure 645B The Double-V-Slot with Pins inserts feature eccentric adjustment pins that are used to bring two fibers into very close proximity for splicing together. The VHD320C insert is shown here.
- Bottom Inserts with Grooves for Holding Multiple Fibers
- Used When Creating Fused Couplers or Combiners
- Vacuum Holes for Aligning Fibers in V-Grooves or Slots
- Multiple Insert Types Available (See Table 645A for Options)
Multi-Fiber Inserts are designed for applications requiring two or three fibers to be tapered and fused together, such as when making wavelength division multiplexers, fused fiber couplers, or power combiners.
Side-by-Side inserts have a U-shaped groove for holding two fibers tightly together in parallel. Double-V-Slot inserts feature two parallel V-grooves on the same side of the insert that each hold a single fiber. The Double-V-Slot with Pins inserts additionally feature eccentric offset adjustment pins that are used to bring the two fibers in close contact during processing (see Figure 645B). Triple-V-Slot inserts have a V-groove in the middle and two V-grooves adjacent on both sides that allow a signal fiber to be fused with two pump fibers.
These bottom inserts are magnetically held within the fiber holding blocks of the glass processors and other compatible systems. The grooves machined into the inserts ensure the fiber is centered within the fiber holder. Vacuum holes at the bottom of the transfer inserts are used for holding and aligning small fibers within the V-groove. Recommended top inserts for each multi-fiber insert are indicated in Table 645A. Alignment of the fibers will not be maintained when these inserts are transferred between systems.

 Zoom
Zoom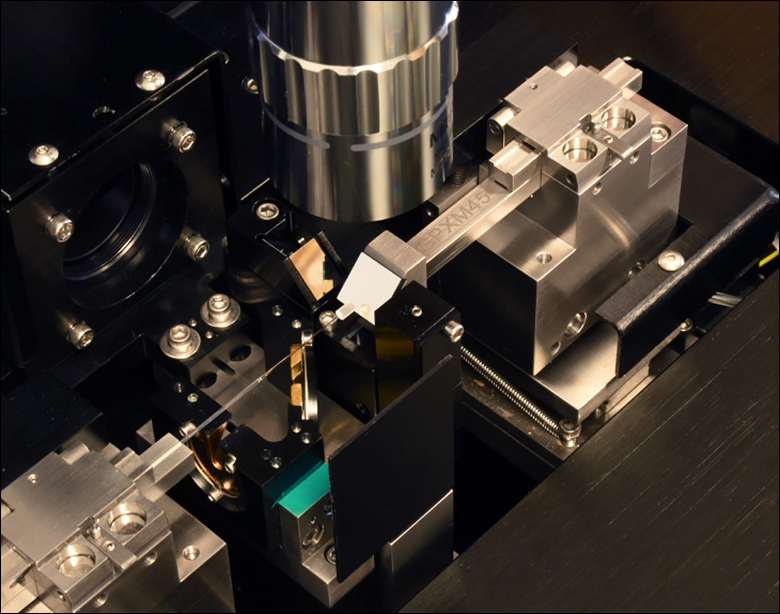
Click to Enlarge
Figure 731A An example application shows the GPXM45 Insert being used in Top View to inspect the end face of an endcapped fiber on the GLZ4001EC CO2 Laser End-Cap Splicer Workstation.
- For Inspection of Fiber End Faces and Alignment of Fiber Components
- 10 mm Square 45° Inspection Mirror
- Compatible with the LFS4100 Splicer, the GLZ4001EC CO2 Laser End-Cap Splicer Workstation, and GPX Series Fiber Processors.
The GPXM45 Insert with 45° Mirror provides an additional method for inspection of fiber end faces and alignment of fiber components. A fiber holding block on any of the compatible Vytran systems listed above secures the mirror insert in the same way as a fiber holder bottom insert. On the GPX series fiber processors and the LFS4100 splicer, which have smaller end-view mirrors, this insert provides a larger, 10 mm square mirror as an additional inspection option. Additionally, this mirror can be used outside the Vytran systems as a convenient inspection tool on an optical bench or a microscope.

 Zoom
Zoom| Item # | Type | Accepted Length |
Accepted Diameter | End Cap Item # |
||
|---|---|---|---|---|---|---|
| Min | Typ. | Max | ||||
| ECH1Va | Vacuum | 2.5 mm - 5.0 mm | 0.95 mm | 1.0 mm | 1.05 mm | FEC1 |
| ECH15Va | 1.45 mm | 1.5 mm | 1.55 mm | FEC15 | ||
| ECH2Va | 1.95 mm | 2.0 mm | 2.05 mm | FEC2 | ||
| ECH4C | Flexure Clamp | 2.5 mm - 10 mm | 3.8 mm | 4.0 mm | 4.08 mm | - |
| ECH5C | 4.8 mm | 5.0 mm | 5.08 mm | FEC5 | ||
| ECH8C | 7.8 mm | 8.0 mm | 8.08 mm | FEC8S | ||
| ECH8L | Magnetic Lid | 2.5 mm - 10 mm | 7.6 mm | 8.0 mm | 9.50 mm | - |

Click to Enlarge
Figure G7.1 An Ø8 mm end cap with a Ø1 mm lead-in is secured within the front clamp of the ECH8C.
- For Holding Ø0.95 mm to Ø9.50 mm End Caps During Splicing
- Versions Equipped with Vacuum Suction, Clamp, or Magnetic Lid Available
- Compatible with Fiber Holding Blocks on Glass Processor Workstation
These holders secure and position end caps in the glass processor workstation during the fusion process. Holders for end caps with outer diameters ranging from 0.95 mm to 9.50 mm are available.
Holder with Vacuum Suction
The ECH1V, ECH15V, and ECH2V End-Cap Holders use suction force to hold smaller Ø1.0 mm, Ø1.5 mm, and Ø2.0 mm end caps respectively within the steel tube holder. Suction is generated through the flexible tube via the connector plugged into the vacuum line labeled "VACUUM" at the rear of the workstation. To mount an end cap within the holder, pick up the end cap with tweezers and load it into the holder. The steel tube that holds the end cap features an internal step to prevent an end cap from being pulled into the steel tube entirely. Vacuum-style holders can be held between two fiber holding block inserts (Item #s VHA20 and VHE20) which can be purchased separately.
Holders with Flexure Clamp
The ECH4C, ECH5C, and ECH8C Holders use a flexure clamp that does not require a vacuum to operate and allows an end cap to be placed in close proximity to the furnace tower. These holders use a two-clamp system that enables adjustment of the flexure clamp position on the holder in order to accommodate different end-cap lengths from 2.5 mm to 10 mm. Tighten the screw using a torque wrench with a 0.05" (1.3 mm) hex to a torque of 0.04 N·m for best performance; do not overtighten the screw. These holders are directly compatible with the fiber holding block; they are used in place of a bottom insert in the fiber holding block.
Holders with Magnetic Lid
The ECH8L Holder features a hinged magnetic lid and a nylon-tipped setscrew to secure end caps up to Ø9.50 mm in place. To use, place the end cap on the v-groove and gently tighten the set screw using a 0.050" (1.3 mm) hex key or balldriver (not included). Overtightening the setscrew will cause the lid to lift and decrease the holding force on the end cap. This holders is directly compatible with the fiber holding block; it is used in place of a bottom insert in the fiber holding block.

 Zoom
Zoom| Liquid Cooling System Specifications | |
|---|---|
| Cooling Capacity | 590 Wa |
| Coolant Pump Flow Rate | 10 Speed Levels up to 4 L/min |
| Reservoir Capacity | 157 mL (5.3 fl-oz) |
| Radiator | Aluminum; 2 x 120 mm Fans |
| Power Consumption | 20 W (Max) |
| Power Supply | 12 VDC (via Molex Connector) 110/120 VAC with Power Adapter |
| Weight | 8.00 lbs (3.63 kg) |
- Optional Cooling System for GPX4000LZ Glass Processor in Filament Heating Mode
- Prevents Furnace Overheating During Extended Heating Operation (e.g., Tapering)
- Includes 700 mL (24 fl oz) of High-Performance Liquid Coolant
The GPXLZWCS Liquid Cooling System is an optional add-on for our GPX4000LZ Glass Processor that helps keep the furnace tower cooled during extended heating operations when using the filament heating mode. It is highly recommended for customers interested in fiber tapering, mode adapter, or fiber termination applications. If the GPXLZWCS is ordered at the same time as the GPX4000LZ Glass Processor Workstation, it can be installed at the factory prior to shipping.
The GPXLZWCS has a 157 mL reservoir to cycle high-performance liquid coolant (700 mL bottle of coolant included) at flow rates of up to 4 L/min with a cooling capacity of 590 W at 25 °C ambient temperature; click here for an MSDS safety sheet. Tubing and fittings for connecting to the GPX4000LZ are included. The cooling system can be powered either through a 12 VDC Molex Connector (via the included computer slot adapter) or externally using the included 110/120 VAC power adapter.

 Zoom
Zoom| Table G9.1 Specifications | |||
|---|---|---|---|
| Item # | Filament Material |
Cladding Diameter (Min/Max) |
Applicationa |
| FTAV2 | Graphite | 80 µm / 250 µm | Splice |
| FTAV4 | 125 µm / 600 µm | ||
| FTAV5 | 250 µm / 1000 µm | ||
| FTAV6 | 400 µm / 1300 µm | ||
| FTAT3 | 250 µm / 1500 µm | Taper | |
| FTAT4 | 400 µm / 1800 µm | ||
| FRAV1 | Iridium | ≤200 µm | Splice |
| FRAV3 | ≤400 µm | ||
| FRAV5 | 250 µm / 1050 µm | ||
| FWAV1 | Tungsten | ≤200 µm | Spliceb |
- Filament Assemblies for CO2 Laser Glass Processor (One FTAV4 Graphite Filament Included with Each System)
- Optimized for Splicing, Tapering, or Lensed Tip Applications (See Table G9.1 for Details)
- Assembly Includes Filament Element and Protective Shroud
Filament assemblies contain a graphite, iridium, or tungsten omega-shaped resistive heater element encased within a protective shroud. The filaments sold here are compatible with all of our GPX Series Automated Glass Processors; those indicated in Table G9.1 as splice filaments are also compatible with the LFS4100 Splicing System.
Filaments for Splicing or Tapering
Graphite filaments are capable of achieving the high temperatures necessary for splicing or tapering large-diameter fibers while outgassing less than filaments made from other metals. Iridium filaments heat fibers at lower temperatures than graphite filaments, making these ideal for working with soft glass fibers. Tungsten filaments offer narrower heat zones and reach temperature very quickly, making them ideal for splicing highly doped fibers and structured fibers where long splice duration could cause significant diffusion or collapse. Although the heating lifetime of a filament is approximately 40 minutes, this can vary depending on a number of factors including argon quality, splice/taper duration, and fiber glass quality.
These filaments are optimized for splicing or tapering applications; this is not restrictive, however, as splice filaments can be used for tapering. Splice filaments have an opening in the top of the assembly body, while tapering filaments are closed off at the top to minimize exposure to contaminants.
Identification & Maintenance
One FTAV4 filament is included with each system. Different filament bodies are distinguished by the version number (e.g., V4, V6, T3) engraved on the assembly body. Before a new filament can be used in a system, it must be burned in. During the burn-in process, the filament is cycled between its operating temperature and room temperature several times. This stabilizes the thermal properties of the filament so that it produces a more consistent power output and heating performance when current is passed through it. This procedure only needs to be performed once, after which the filament will only need regular normalization. Visit the Tutorial Videos tab to see videos on how to perform filament maintenance and simple splices. If filament performance begins to degrade, filament refurbishments can be ordered by contacting Tech Support.

 Zoom
Zoom{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
- Additional or Replacement Shelf for GPX4000LZ Laser Glass Processing System
- Maximum Load Capacity: 100 lbs (45 kg)
- Includes Mounting Hardware (T-Nuts, Bolts, and 3/16" Hex Key)
The GLZD Drop-Leaf Shelf is compatible with our GPX4000LZ and GLZ4001EC Processing Systems. The shelf includes mounting hardware and can attach to either side of the system enclosure. The supporting braces lock in place automatically when the shelf is raised. Note that the GPX4000LZ system comes standard with one GLZD shelf already attached. Each system enclosure can support one shelf on each side for a total of two.

Click to Enlarge
Figure 662A USC2 Ultrasonic Cleaner and USC2NVT Nest for Vytran Transfer Bottom Inserts
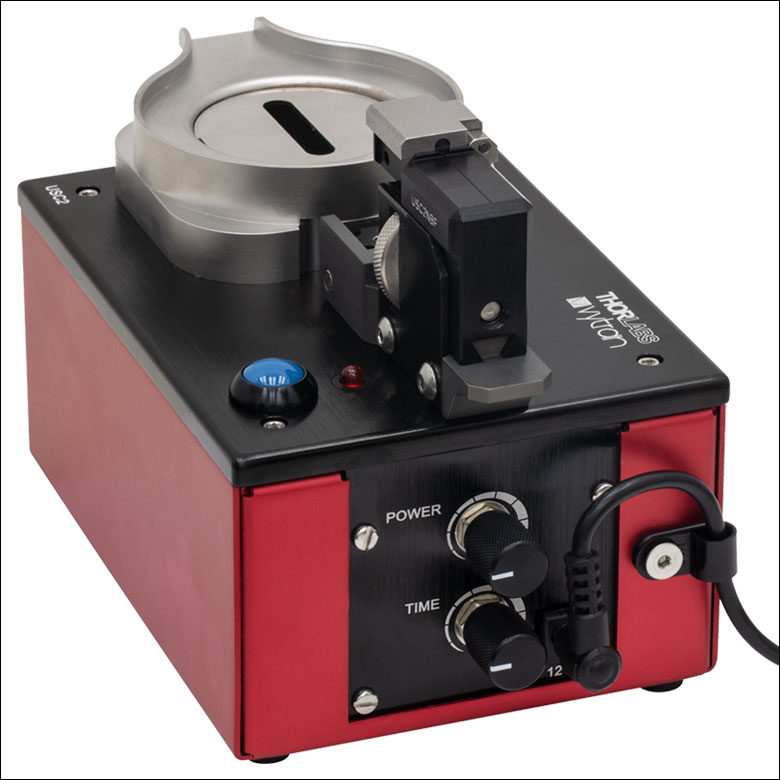
Click to Enlarge
Figure 662C The cleaning intensity and duration controls are located on the rear of the cleaner.
| USC2 Ultrasonic Cleaner Specifications | |
|---|---|
| Supported Fiber Diametera | 125 - 600 µm |
| Tank Capacity | 100 mL |
| Tank Dimensions | Ø1.7" x 2.8" Deep (Ø43 mm x 71 mm Deep) |
| Cleaning Duration (Max Setting) |
>1 Minute |
| Peak Output Frequency | 75.2 - 76.4 kHz |
| Transducer Power (Max) | 6 W |
| Operating Power | 36 W |
| Operating Current | 1.5 A |
| Input Voltageb | 100 - 240 VAC @ 47 - 63 Hz |
| Overall Dimensionsa |
6.95" x 4.78" x 4.13" (176.5 mm x 121.5 mm x 104.8 mm) |
| Mass | 1.28 kg (2.82 lbs) |
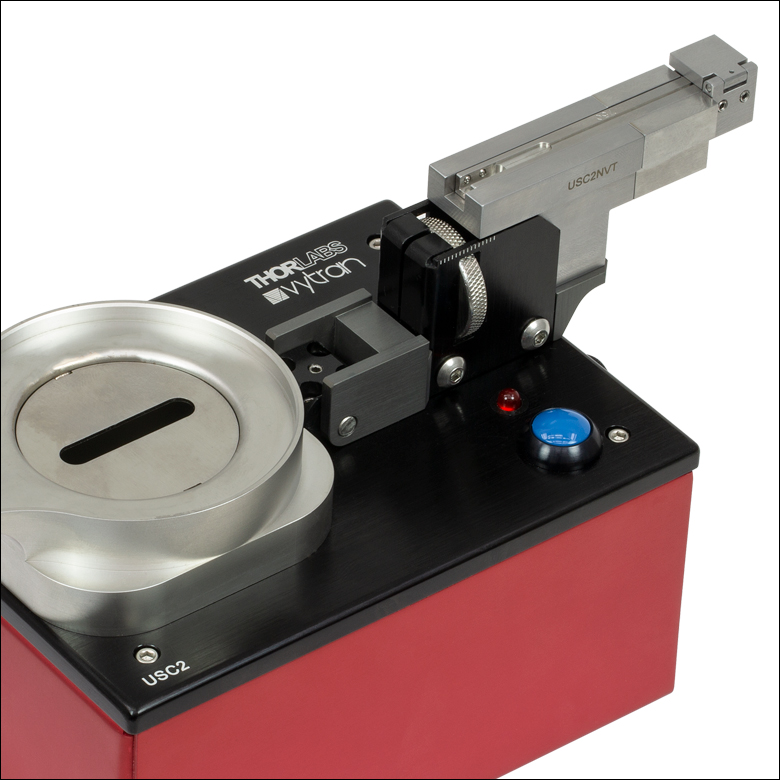
Click for Details Figure 662B The USC2NVT Nest adds support for Vytran transfer bottom inserts.
- Easy-to-Adjust Immersion Depth, Cleaning Duration, and Power Level
- Bare Fiber Nest with Magnetic Clamp Included
- Nest for Vytran Transfer Bottom Inserts Sold Separately (Item # USC2NVT)
- Compatible Solvents: Acetone or Isopropanol (Isopropyl Alcohol)
- Spout for Easy Fluid Disposal; Slotted Shield for Reduced Solvent Evaporation
Thorlabs' Vytran® USC2 Ultrasonic Fiber Cleaner is designed for volume processing of bare fiber. Adjustment knobs for cleaning intensity and cleaning duration allow the user to easily set repeatable cleaning parameters. The dunking jig offers adjustable immersion depth and is compatible with interchangeable fiber holder nests (each sold separately). A red LED indicates when the cleaning cycle is active. The 100 mL solvent tank is only suitable for use with acetone or isopropyl alcohol.
Tilting the dunking jig submerges the fiber in the tank and initiates the ultrasonic cleaning process. The ultrasonic agitation ceases after the chosen cleaning duration. The height of the fiber holder above the solvent tank can be changed over a 0.5" (12.7 mm) range using the knurled adjuster on the side of the dunking jig, visible in Figure 662B.
The knurled adjuster can also be reversed to disengage the bare fiber nest and switch it out for another fiber holder nest. Each cleaner is shipped with a bare fiber nest installed in the dunking jig. The USC2NVT Nest (sold separately) is designed for use with Vytran transfer bottom inserts. Accessories are available for the Vytran fiber nest to support a wider range of usage scenarios, including a clamp for standard bottom inserts and spacers for recessing inserts farther from the solvent tank. We also offer nests for Fujikura® and Fitel® fiber holders (each sold separately). Please see the complete product presentation for more information.